
TL;DR:
- Industrial coatings protection extends asset life, reduces rework costs, and enhances finish quality.
- Proper matching of coating type to environmental threats and adherence to standards ensure durability.
- Proactive management and scheduled replacement of protective films improve operational efficiency and compliance.
Rework costs from contaminated paint finishes can consume up to 25% of a spray booth’s operating budget, yet most facility managers treat coatings protection as an afterthought rather than a core operational strategy. Industrial coatings protection significantly extends asset life and reduces rework, but only when the right solution is matched to the right environment. If you’re managing an auto body shop or industrial painting facility, understanding what coatings protection actually means, how it works, and which standards govern it will directly affect your finish quality, compliance standing, and bottom line. This article walks you through all of it.
Table of Contents
- What is industrial coatings protection?
- How do industrial coatings work? The science behind protection
- Types of industrial coatings for paint shops and facilities
- Standards, compliance, and best practices for industrial coatings protection
- What most facility managers get wrong about coatings: An insider’s perspective
- How to take your facility’s coatings protection to the next level
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Maximize asset life | Industrial coatings protection can extend equipment and facility lifespan by guarding against corrosion and wear. |
| Choose the right coating | Selecting the correct type of protection ensures compliance and reduces paint defects and costly rework. |
| Follow best practices | Proper application and industry standard adherence are vital for coating effectiveness and durability. |
| Understand coating mechanics | Barrier and sacrificial options work differently and should be matched to facility risks. |
What is industrial coatings protection?
Industrial coatings protection is not simply a layer of paint on a wall. Industrial coatings protection refers to specialized coatings that shield surfaces from corrosion, abrasion, chemicals, UV exposure, and environmental degradation. In a spray booth or industrial painting environment, this definition expands to include the films, barriers, and surface treatments that protect both the facility itself and the quality of the finishes being produced inside it.
The core goals of coatings protection are straightforward: prevent premature wear, stop contamination before it reaches a surface, and extend the useful life of facility assets. In practice, this means protecting booth walls, floors, equipment, and the painted surfaces themselves from dust, overspray, chemical splashes, and physical abrasion. Dust prevention for higher paint quality starts with understanding that every unprotected surface in your facility is a potential source of contamination.
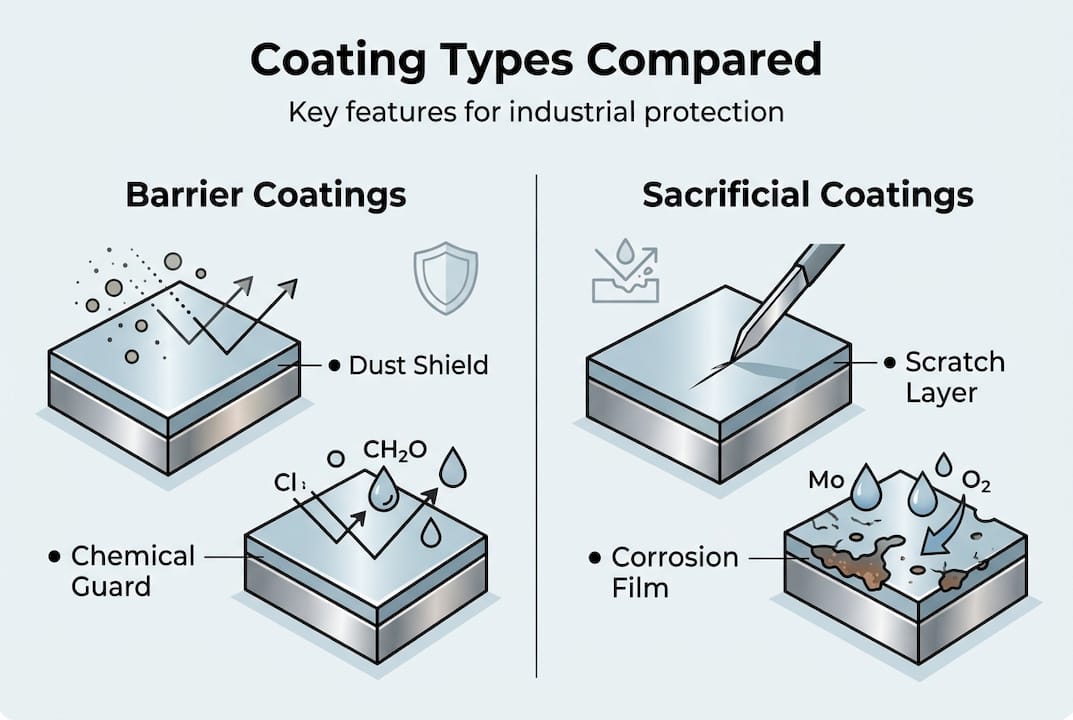
The protection works through two primary mechanisms:
- Barrier protection: A film or coating physically blocks contaminants from reaching the substrate beneath it.
- Sacrificial protection: The coating itself degrades or wears away first, absorbing damage before it reaches the surface being protected.
- Chemical resistance: Coatings formulated to resist solvents, acids, or alkalis prevent chemical damage to booth structures and floors.
- Electrostatic control: Certain films neutralize static charges that attract airborne dust particles, a critical feature in spray booth environments.
- Thermal resistance: Heat-resistant coatings and films maintain their protective properties during baking cycles without releasing contaminants.
“Not all coatings are created equal. The biggest mistake facilities make is assuming that any protective layer will perform equally well across all threats.”
A common misconception is that a single product can handle every challenge. A film that excels at trapping overspray may offer zero protection against chemical spills. A coating designed for corrosion resistance on steel beams will not address airborne dust in a paint booth. Enhancing spray booth quality requires matching the protection type to the actual threat present in your specific environment.
Pro Tip: Before purchasing any protective coating or film, audit your facility for the dominant threat. Is it airborne dust, chemical splashes, physical abrasion, or heat? Your answer should drive every purchasing decision.
For facilities running dust control in industrial painting, the right coatings protection strategy is the foundation that makes every other quality improvement possible.
How do industrial coatings work? The science behind protection
Understanding the science here is not about memorizing chemistry. It is about knowing what to look for when evaluating products and making purchasing decisions that hold up under real operating conditions.
Barrier protection forms an impermeable film, whereas sacrificial protection like zinc corrodes first to protect underlying surfaces. In a spray booth context, barrier films on walls and floors stop overspray, dust, and debris from bonding to the surface beneath. Sacrificial coatings, by contrast, are used more often on structural elements where corrosion is the primary threat.
Here is how a typical protective coating performs after application:
- Adhesion phase: The coating bonds to the substrate, creating a sealed interface that blocks moisture and contaminants.
- Active protection phase: The coating resists incoming threats, whether physical abrasion, chemical contact, or airborne particles.
- Degradation phase: Over time, the coating absorbs damage. In sacrificial systems, this is intentional. In barrier systems, it signals time for replacement.
- Replacement or renewal: The coating is removed, stripped, or peeled away and replaced before the underlying surface is exposed.
| Feature | Barrier protection | Sacrificial protection |
|---|---|---|
| How it works | Blocks contaminants physically | Degrades first to protect substrate |
| Best for | Dust, overspray, chemical splashes | Structural corrosion, metal surfaces |
| Removal | Peeled or stripped | Naturally consumed over time |
| Replacement frequency | Scheduled, based on use | Condition-based |
| Common examples | Booth wall films, floor films | Zinc-rich primers, galvanizing |
For protective film applications in spray booths, barrier protection is the dominant method. Multi-layer films trap dust and overspray in each layer, allowing technicians to peel away a contaminated layer and instantly expose a clean surface beneath. This dramatically reduces downtime between jobs.

Pro Tip: In high-traffic areas prone to scratching from equipment or vehicles, sacrificial coatings on structural surfaces can outperform standard films. Pair them with barrier films on walls and floors for complete coverage.
When evaluating best spray booth floor films, look for multi-layer construction, heat resistance, and static-free properties. These three features together address the most common failure points in paint booth floor protection.
Types of industrial coatings for paint shops and facilities
With the mechanics clear, the next step is matching the right product category to your facility’s actual needs. The market offers several distinct types of industrial coatings, and each one has a specific role.
| Coating type | Strengths | Weaknesses | Best use case |
|---|---|---|---|
| Spray-on coatings | Durable, solvent-resistant | Harder to remove, longer application time | Structural surfaces, floors |
| Peel-off films | Fast removal, traps dust | Limited durability per layer | Booth walls, ceiling panels |
| Multi-layer electrostatic films | Static-free, quick layer removal | Higher upfront cost | Active spray booth environments |
| Epoxy coatings | Chemical resistant, long-lasting | Rigid, can crack under thermal stress | Industrial floors, chemical zones |
| Removable protective films | Reusable in some formats, flexible | Not suited for high-heat areas | Equipment surfaces, temporary coverage |
Spray-on coatings are solvent-resistant but water washable, while peel-films trap dust and are easily disposable, making them the preferred choice in active paint environments where turnaround speed matters.
For automotive refinishing and industrial painting, removable protective films offer a compelling combination of dust control, easy application, and fast changeover. The key advantage is that you do not need to shut down the booth for cleaning. Peeling a layer takes seconds.
When selecting a coating type, consider these factors:
- Cost per use: Multi-layer films have a higher upfront cost but lower labor cost per job cycle.
- Durability: How many paint cycles can the product handle before replacement?
- Ease of removal: In high-volume shops, removal speed directly affects throughput.
- Compliance: Does the product meet fire safety and VOC regulations in your region?
- Thermal performance: Will it hold up during baking cycles without off-gassing or delaminating?
Boosting booth efficiency often comes down to choosing products that reduce labor time, not just products that protect surfaces. A film that takes 20 minutes to apply and 2 minutes to peel beats one that takes 5 minutes to apply but 30 minutes to remove every time.
For facilities focused on long-term value, protective film durability should be a primary evaluation criterion alongside cost.
Standards, compliance, and best practices for industrial coatings protection
Choosing the right coating is only half the job. Applying it correctly and maintaining compliance with relevant standards is what separates facilities that consistently produce quality finishes from those that struggle with rework and audits.
Surface preparation drives 80% of coating performance, and ISO 12944-2 categories rank environmental corrosivity from C1 (very low) to CX (extreme), with service life expectations ranging from 5 to over 20 years. For most automotive and industrial paint facilities, the environment falls in the C3 to C4 range, meaning medium to high corrosivity, which demands coatings specifically rated for those conditions.
Here is a practical compliance checklist for facility managers:
- Classify your environment using ISO 12944-2 categories before specifying any coating.
- Verify surface preparation standards are met before application. Contaminated or improperly prepared surfaces will cause premature failure regardless of coating quality.
- Document application conditions including temperature, humidity, and dew point at the time of application.
- Schedule regular inspections at intervals defined by the coating manufacturer and your ISO category.
- Maintain replacement records for all protective films and coatings in booth areas to support audit trails.
- Train staff on correct application and removal procedures to prevent accidental surface damage during changeover.
“Facilities that treat surface prep as optional are essentially paying for a coating system they will never fully benefit from.”
If your coatings fail a compliance audit, the first place to look is surface preparation, not the product itself. In most cases, failure traces back to inadequate prep or incorrect application conditions rather than a defective coating.
For spray booth environments specifically, industry standards for booth films define what acceptable performance looks like and provide a benchmark for evaluating whether your current products are meeting the mark. Facilities that follow these standards consistently report fewer defects and lower rework rates. In fact, a structured surface protection process cuts spray booth rework by as much as 25%, which translates directly into labor savings and faster job turnaround.
What most facility managers get wrong about coatings: An insider’s perspective
After working with auto body shops and industrial painting facilities across multiple markets, one pattern stands out clearly. Most managers install a protective solution and then treat it as permanent infrastructure. They wait until something visibly fails before acting. That approach is expensive.
The hidden cost is not the failed coating. It is the contaminated jobs, the rework hours, and the customer complaints that accumulate before anyone notices the film is past its useful life. Airborne dust and overspray do not announce themselves. They quietly settle into finishes and only become visible after the job is done and the vehicle is in daylight.
Proactive coatings management means setting replacement schedules based on job volume, not visual inspection alone. It means treating your booth films the same way you treat your spray equipment: on a maintenance cycle, not a failure cycle.
The facilities that consistently produce defect-free finishes are not the ones with the most expensive equipment. They are the ones that take dust prevention for higher paint quality seriously enough to build it into their standard operating procedures.
Pro Tip: Set a film replacement trigger based on the number of paint cycles completed, not on whether the film looks dirty. By the time contamination is visible, it has already affected your finishes.
How to take your facility’s coatings protection to the next level
If the strategies covered in this article have highlighted gaps in your current setup, the good news is that upgrading your coatings protection does not require a facility overhaul. The right products, applied correctly and replaced on schedule, will produce measurable improvements in finish quality and rework rates almost immediately.

Dust Free Film solutions are engineered specifically for the demands of automotive refinishing and industrial painting environments. Our multi-layer electrostatic booth wall and floor films are heat-resistant, static-free, and designed for fast, bubble-free installation using our patented dispenser system. Whether you manage a single bay or a large-scale industrial facility, we offer configurations and bulk purchasing options built around your operational needs. Ready to see what the right protection can do for your facility? Get a custom quote and let us help you find the right solution.
Frequently asked questions
What is the main purpose of industrial coatings protection?
Its main purpose is to shield industrial surfaces and equipment from corrosion, chemicals, abrasion, and environmental damage, greatly extending their lifespan. Industrial coatings provide critical protection to industrial assets from a wide range of hazards.
How long do industrial coatings typically last?
Service life ranges from 5 to over 20 years depending on the coating type, environmental exposure category, and the quality of surface preparation before application.
How do I choose the right coating for my facility?
Consider your facility’s dominant threats, the surfaces involved, required durability, and applicable compliance standards before selecting a coating. Facility-specific factors drive the best coating choice for your environment.
What’s the difference between barrier and sacrificial coatings?
Barrier coatings physically block contaminants from reaching the substrate, while sacrificial coatings corrode or wear away first to protect the underlying surface. Barrier and sacrificial protection work through fundamentally different mechanisms.
What standards should automotive and industrial paint facilities follow?
Facilities should follow ISO 12944-2 for corrosivity ratings and comply with relevant safety, application, and maintenance protocols specific to their environmental category and coating type.