
TL;DR:
- A coating application film is a temporary, continuous polymer layer that forms immediately after coating application and before curing. Its quality depends on environmental conditions, process control, and adherence to standards like ASTM D2354 and ISO 2808. Consistently producing flawless finishes requires controlling booth temperature, airflow, and application techniques, not just selecting the right product.
Coating application film is defined as the thin, continuous polymer layer that forms on a substrate immediately after a coating is applied and before it cures or dries. This film is not a separate product you buy off a shelf. It is the physical state your coating passes through between wet application and final cured performance, and every quality outcome in automotive refinishing or industrial painting depends on how well that transition goes. Understanding the film formation process, the standards that govern it, and the techniques that control it separates professionals who consistently produce flawless finishes from those who troubleshoot the same defects repeatedly.
What is coating application film and how does it form?
A coating application film is the thin, continuous polymer film formed on a substrate immediately after applying a coating but before curing or drying. The film results from film-forming polymers creating a homogeneous surface layer that is critical to the coating’s protective and aesthetic effectiveness. Without proper film formation, no amount of surface prep or premium product will save the final result.

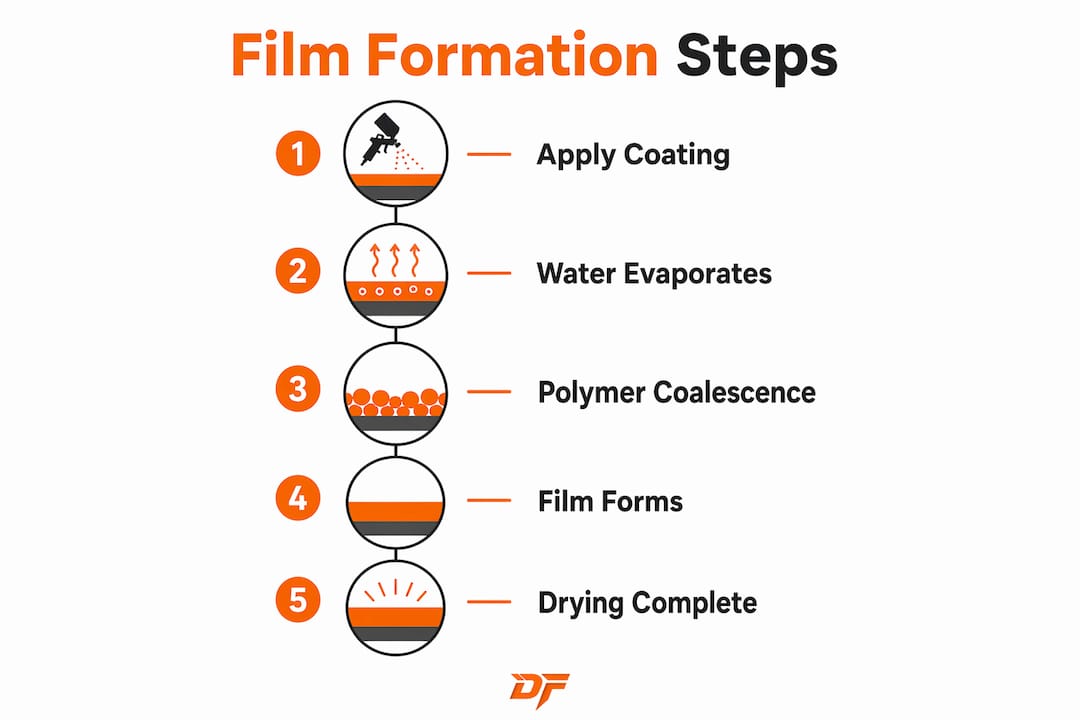
Film formation begins the moment the coating contacts the substrate. In waterborne systems, water evaporates and polymer particles are forced together. In solventborne systems, solvent evaporation drives the same consolidation. The key variable controlling whether those particles fuse into a continuous, defect-free film is temperature.
The role of minimum film formation temperature
Minimum Film Formation Temperature, or MFFT, is the lowest temperature at which polymer particles in a waterborne coating will coalesce into a continuous film. The ASTM D2354 standard exists specifically to measure this threshold and confirm that a coating will form properly under real application conditions. Apply below that threshold and you get powdering, weak gloss, or outright adhesion failure.
The practical implication for spray booth operators is direct. A coating that performs perfectly at 70°F may fail completely at 55°F, not because the formula changed, but because the environment dropped below the MFFT. Temperature and drying conditions relative to MFFT are often more critical than formulation alone in achieving good film formation.
Key factors that control film formation quality include:
- Ambient temperature relative to the coating’s MFFT
- Airflow rate inside the spray booth during flash-off and drying
- Relative humidity, which affects solvent and water evaporation rates
- Film-forming polymer type, whether acrylic, polyurethane, or epoxy
- Coating viscosity at the time of application
Pro Tip: Always check the coating manufacturer’s MFFT specification before scheduling a spray job. If your booth temperature cannot be reliably held above that threshold, consider a coalescent additive or reschedule for warmer conditions.
What standards and testing methods ensure coating film quality?
Two organizations define the measurement framework that professionals rely on: ASTM International and the International Organization for Standardization (ISO). Their standards are not optional guidelines. They are the benchmarks that separate controlled, repeatable coating processes from guesswork.
ISO 2808: wet film vs. dry film thickness
ISO 2808 defines wet-film thickness as the measurement taken immediately after application and dry-film thickness as the measurement after full curing or drying. These are two distinct values, and confusing them is one of the most common sources of quality control errors in automotive refinishing. Wet film readings help you control application in real time. Dry film readings tell you whether the cured coating will perform to spec.
Automotive refinishing controls wet film application separately from dry film performance, and ISO 2808’s distinction between these two measurements underlines the need to manage both the application step and the curing step independently. A wet film that looks correct on a gauge can still produce an underperforming dry film if curing conditions are wrong.
| Measurement | When taken | What it tells you |
|---|---|---|
| Wet-film thickness | Immediately after application | Whether you applied the right volume of coating |
| Dry-film thickness | After full cure or drying | Whether the final film meets performance specifications |
| MFFT | Pre-application (lab test) | Minimum temperature for proper polymer coalescence |
ASTM D823: uniform film application for testing
ASTM D823 specifies methods for applying coatings uniformly to test panels using automated spray equipment, dip coaters, draw-down blades, and spray guns. The standard exists because uniform film thickness is the foundation of consistent coating properties and appearance. You cannot compare two coating formulations if one was applied at 3 mils and the other at 5 mils.
For quality assurance teams in industrial painting facilities, ASTM D823 provides the procedural backbone for formulation testing and process validation. For body shop technicians, it reinforces why consistent gun technique and pass speed matter as much as product selection.
How do application techniques affect coating film uniformity?
The coating film formation process does not end with chemistry. The physical act of applying the coating determines whether the wet film is uniform enough to cure into a consistent, defect-free dry film. This is where operator skill and equipment calibration become decisive.
Spray application variables
In spray application, the operator controls film thickness through gun distance, fan pattern width, pass speed, and overlap percentage. Each variable compounds the others. A gun held too close deposits excess material in the center of each pass. A pass speed that is too slow creates runs and sags. Inconsistent overlap leaves thin bands that cure to a different gloss level than surrounding areas.
Automated and motor-driven film applicators produce more uniform and reproducible coating films than hand application, which is why ASTM D823 mandates their use for test panel preparation. This does not mean manual application is inferior in production settings. It means that manual application requires more rigorous operator training and process discipline to achieve comparable consistency.
Common film uniformity problems and their causes:
- Orange peel texture: coating applied too dry or gun held too far from the surface
- Runs and sags: excessive film build from slow pass speed or close gun distance
- Thin spots: inconsistent overlap or gun speed variation across passes
- Solvent pop: film surface skins over before trapped solvent can escape
Pro Tip: Use a wet film gauge on the first test panel of every spray session. Adjust your gun settings before committing to the full job. Catching a 20% film thickness error before the first panel cures costs nothing. Catching it after the clear coat cures costs hours of rework.
Automated systems used in high-volume industrial painting facilities reduce operator variability and improve testing results. For auto body shops where manual spray is the standard, the equivalent discipline comes from controlling dust risks and maintaining a stable booth environment throughout the application window.
What are the advantages and limitations of coating application films?
Proper coating application films deliver three core benefits in automotive and industrial contexts: corrosion resistance, surface protection, and aesthetic enhancement. A well-formed film creates a continuous barrier that prevents moisture, oxygen, and contaminants from reaching the substrate. In automotive refinishing, this translates directly to paint longevity and customer satisfaction.
Proper coating films offer corrosion resistance, surface protection, and improved aesthetic qualities, but they can fail due to improper environmental conditions or application errors. The failure modes are predictable and preventable when you understand the underlying film formation dynamics.
The most common failure modes include:
- Powdering: polymer particles that never coalesced because application occurred below MFFT
- Cracking or crazing: excessive film build that cannot flex with substrate movement
- Poor adhesion: contaminated substrate or incompatible primer system preventing film bonding
- Blushing: moisture trapped in the film during drying, causing a milky appearance in solventborne systems
- Delamination: inadequate intercoat adhesion between primer, basecoat, and clear coat layers
Many coating defects attributed to chemistry are actually caused by application films not fully coalescing when ambient temperature falls below MFFT. This misdiagnosis is expensive. Shops replace products, reformulate mixes, and strip panels when the real fix is raising the booth temperature by 10 degrees.
The relationship between anti-static film properties and coating film quality is also worth noting. Static charge in a spray booth attracts airborne dust particles to wet coating films, creating surface contamination that cures into the finish. Controlling the electrostatic environment is as important as controlling temperature and humidity for achieving defect-free films.
Key takeaways
Coating application film quality is determined by polymer coalescence above MFFT, controlled application technique, and a stable booth environment, not by product selection alone.
| Point | Details |
|---|---|
| Film formation is temperature-dependent | Applying below MFFT causes powdering and adhesion failure regardless of product quality. |
| Wet and dry film thickness are separate measurements | ISO 2808 requires measuring both to control application and predict final performance. |
| Operator technique drives uniformity | Gun distance, pass speed, and overlap directly determine whether the wet film cures evenly. |
| Most defects are environmental, not chemical | Misdiagnosed film failures often trace back to booth temperature or airflow, not formulation. |
| Standardized testing reduces variability | ASTM D823 and ASTM D2354 provide repeatable benchmarks for film application and coalescence quality. |
What I’ve learned from watching film failures get misdiagnosed
After years of working in and around spray booth environments, the pattern I see most often is this: a shop produces a defective finish, blames the paint, and orders a different brand. The new brand produces the same defect. The real problem was the booth running at 58°F on a cold morning, three degrees below the waterborne basecoat’s MFFT.
Film formation failures are almost always environmental before they are chemical. The chemistry is tested and certified before it leaves the manufacturer. The environment in your booth on a Tuesday morning in February is not tested by anyone except you. That asymmetry is where most defects originate.
The professionals who consistently produce clean finishes share one habit: they treat the booth environment as a controlled variable, not a background condition. They know their coating’s MFFT. They verify booth temperature before spraying. They check airflow rates against the coating’s flash-off requirements. They use wet film gauges on the first panel of every session. These are not advanced techniques. They are disciplined habits that most shops skip because they feel like extra steps until a defect costs them three hours of rework.
The step-by-step approach to protective film application in a spray booth follows the same logic. Control the environment first, then control the application, then evaluate the result. Skipping the first step makes the second and third steps unreliable.
— Dust
Protect your coating films with Dustfreefilm
Every well-formed coating application film can be ruined by a single dust particle landing in the wet film before it cures. Dustfreefilm has manufactured premium dust protection films for spray booths since 2012, specifically to eliminate that risk in automotive refinishing and industrial painting environments.

Dustfreefilm’s multi-layer electrostatic booth wall and floor protectors create a static-free, dust-controlled environment that protects wet coating films throughout the application and flash-off window. Their patented dispenser system allows quick, bubble-free installation, so your booth is protected before the first gun trigger is pulled. For shops and facilities that cannot afford defects, explore Dustfreefilm’s booth protection solutions and see how the right protective film environment changes your finish quality from the first panel.
FAQ
What is a coating application film?
A coating application film is the thin, continuous polymer layer that forms on a substrate immediately after a coating is applied and before it cures or dries. It is the transitional physical state between wet application and final cured performance.
What causes coating application film defects?
Most film defects result from applying coatings below the minimum film formation temperature (MFFT), causing poor polymer coalescence. Defects like powdering, cracking, and poor adhesion are also caused by inadequate airflow, humidity, or contaminated substrates.
How is coating film thickness measured?
ISO 2808 defines two measurements: wet-film thickness taken immediately after application and dry-film thickness taken after full curing. Both measurements are required to control application quality and predict final coating performance.
What is the difference between wet film and dry film thickness?
Wet-film thickness measures the coating volume applied in real time and guides application adjustments. Dry-film thickness measures the cured coating and determines whether it meets performance specifications for protection and durability.
How do automated applicators improve coating film quality?
ASTM D823 specifies that automated and motor-driven applicators produce more uniform and reproducible coating films than hand application by eliminating operator variability in gun distance, speed, and overlap consistency.