
Viele Fachleute gehen davon aus, dass die Qualität der Lackierung ausschließlich vom Material selbst abhängt, aber die Realität ist weitaus komplexer. Um makellose Oberflächen in der Autoaufarbeitung und im Industrielack zu erzielen, muss man mehrere miteinander verbundene Faktoren beherrschen, die weit über die Farbauswahl hinausgehen. Umweltbedingungen, Kontaminationskontrolle, Anwendungstechniken und Aushärtungsverfahren spielen alle eine entscheidende Rolle dabei, ob Ihr Finish professionelle Standards erfüllt oder nicht erfüllt. Das Verständnis und die Optimierung dieser Qualitätsfaktoren verwandelt inkonsistente Ergebnisse in zuverlässige, hochwertige Oberflächen, die anspruchsvolle Kunden zufriedenstellen und kostspielige Nachbearbeitungen reduzieren.
Inhaltsverzeichnis
- Wichtige Erkenntnisse
- Verständnis von Kernfaktoren, die die Qualität der Lackierung beeinflussen
- Die Rolle von Staub- und Verunreinigungskontrolle bei makellosen Oberflächen
- Optimierung von Sprühtechniken und Aushärtungsprozessen zur Verbesserung der Endqualität
- Vergleich von Farbqualitätsfaktoren und deren Einfluss auf die Betriebseffizienz
- Entdecken Sie staubfreie Filmlösungen für einen hervorragenden Schutz in der Sprühkabine
- Häufig gestellte Fragen
Wichtige Erkenntnisse
| Punkt | Details |
|---|---|
| Mehrere Faktoren beeinflussen das Finish | Die Qualität des Finishs hängt davon ab, ob Material, Anwendung und Umweltbedingungen zusammenarbeiten, und nicht allein von der Farbe. |
| Staubkontaminationskontrolle | Staub und andere Schadstoffe können Texturfehler verursachen und haben in professionellen Sprühkabinen oberste Priorität. |
| Umweltkontrollen sind wichtig | Temperatur, Luftfeuchtigkeit und Luftstrom prägen Viskosität, Verdunstung und Aushärtungsergebnisse für konsistente Ergebnisse. |
| Best Practices reduzieren Mängel | Standardisierte Sprüh-, Aushärtungs- und Gerätewartungspraktiken senken die Fehlerraten und reduzieren Nachbearbeitungen. |
Verständnis von Kernfaktoren, die die Qualität der Lackierung beeinflussen
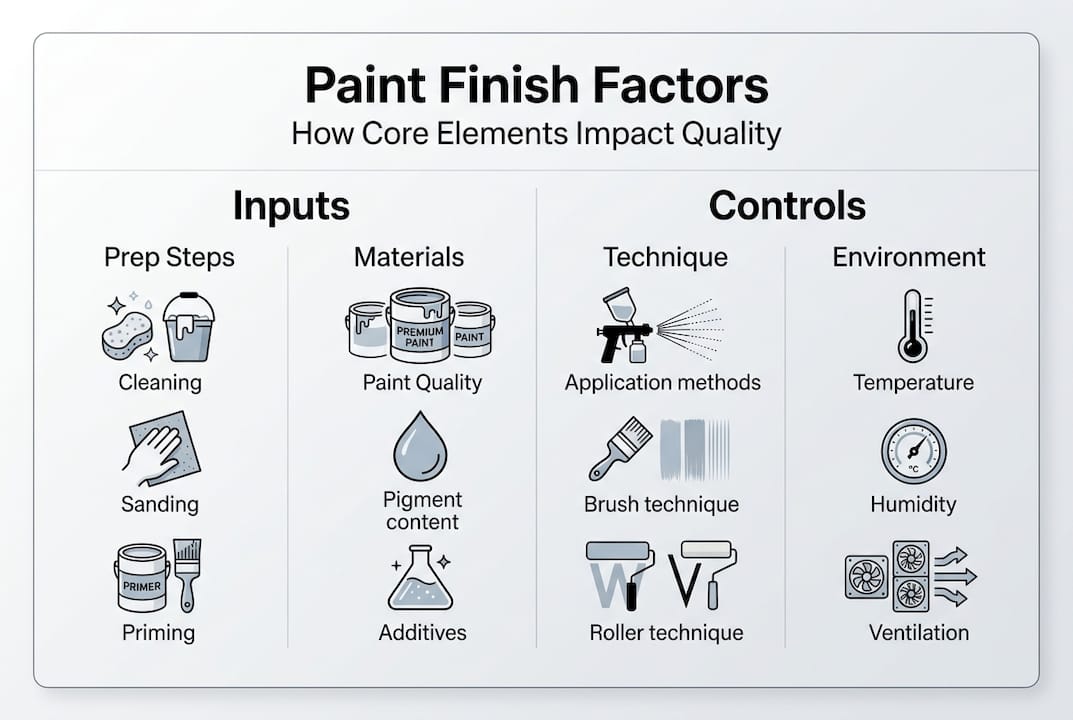
Die Qualität der Farboberfläche entsteht aus einer komplexen Wechselwirkung zwischen Materialeigenschaften, Anwendungsmethoden und Umweltbedingungen. Während die Farbformulierung grundlegende Leistungsmerkmale festlegt, bestimmt die Ausführungsumfeld, ob Sie dieses Potenzial erreichen. Professionelle Sprühkabinenbetriebe müssen Variablen berücksichtigen, die Amateurumgebungen oft übersehen.
Die Oberflächenvorbereitung bildet die Grundlage für jede hochwertige Oberfläche. Schadstoffe wie Öle, Oxidation oder frühere Beschichtungsrückstände verursachen Haftungsversagen und Oberflächenfehler, die keine Fertigkeit überwinden kann. Eine ordnungsgemäße Reinigung, Entfettung und Profilierung stellen sicher, dass das Substrat die Beschichtung gleichmäßig aufnimmt. Das Überspringen oder Überstürzen dieses Schrittes garantiert später Probleme.
Umweltbedingungen wie Temperatur, Luftfeuchtigkeit und Staub beeinflussen die Oberflächenqualität erheblich und überraschen viele Betreiber. Die Temperatur beeinflusst Viskosität, Durchfluss und Aushärtungsraten. Feuchtigkeit beeinflusst die Verdunstung des Lösungsmittels und kann bei bestimmten Beschichtungen zu Erröten führen. Luftgetragene Partikel setzen sich auf feuchte Oberflächen ab und verursachen die Texturfehler, die selbst erfahrene Maler plagen.
Kritische Umweltfaktoren umfassen:
- Temperaturstabilität zwischen 65°F und 80°F bei den meisten Automobilbeschichtungen
- Die relative Luftfeuchtigkeit wird bei 40 % bis 60 % gehalten, um Blitzprobleme zu vermeiden
- Positiver Luftdruck verhindert, dass äußere Schadstoffe eindringen
- Konsistente Luftströmungsmuster, die Totzonen eliminieren, in denen sich Partikel ansammeln
Die Aufrechterhaltung sauberer Sprühkabinen erfordert systematische Überwachung und Kontrolle. Digitale Sensoren verfolgen die Bedingungen in Echtzeit und warnen die Betreiber vor Abweichungen, bevor sie die Qualität beeinträchtigen. Regelmäßige Kalibrierung gewährleistet Genauigkeit, während dokumentierte Protokolle für Konsistenz über Schichten und Personalwechsel hinweg sorgen. Die Investition in Überwachungsgeräte zahlt sich durch geringere Fehlerraten und verbesserten First-Pass-Erfolg aus.
Profi-Tipp: Installieren Sie Temperatur- und Luftfeuchtigkeitssensoren an mehreren Standorten, nicht nur in der Nähe des Bedienfelds. Mikroklimata in großen Kabinen können sich stark unterscheiden und verschiedene Bereiche Ihres Werkstücks beeinflussen.
Das Verständnis dieser grundlegenden Faktoren ermöglicht es Ihnen, Qualitätsprobleme systematisch zu diagnostizieren, anstatt auf Ursachen zu spekulieren. Wenn Fehler auftreten, überprüfen erfahrene Betreiber zuerst Umweltprotokolle und schließen Variablen aus, bevor Technik oder Materialien infrage gestellt werden. Dieser Diagnoseansatz spart Zeit und verhindert unnötige Materialverschwendung. Die Vorteile der staubfreien Umgebung gehen über die Oberflächenqualität hinaus und umfassen eine verbesserte Gesundheit der Arbeiter und weniger Reinigungsarbeit.
Die Rolle von Staub- und Verunreinigungskontrolle bei makellosen Oberflächen
Staubverunreinigung stellt die größte Bedrohung für die Qualität der Lackierung in professionellen Betrieben dar. Mikroskopisch kleine Partikel setzen sich auf feuchte Beschichtungen ab und erzeugen sichtbare Texturfehler, die von subtiler Orangenschale bis zu ausgeprägten Schmutzspitzen reichen und umfangreiche Korrekturen erfordern. Staub und Schadstoffe können über 90 % der Farbfehler in Sprühkabinen verursachen, weshalb die Verunreinigungskontrolle Ihre oberste Priorität hat.
Partikelquellen in Sprühkabinen umfassen Oberflächen, die Material abwerfen, Bedienerkleidung, die Fasern freisetzt, Staubpräparation, und Außenluft, die Umweltverunreinigungen einführt. Jede Quelle erfordert spezifische Maßnahmen. Das Ignorieren eines einzelnen Weges macht Ihre Oberfläche anfällig für Mängel, die alle anderen Qualitätsbemühungen untergraben.
Effektive Strategien zur Kontaminationskontrolle:
- Hocheffiziente Partikelluftfiltersysteme, die Partikel bis zu 0,3 Mikron auffangen
- Überdruckdifferenzen verhindern ungefilterte Luftinfiltration
- Schutzfolien, die Wände und Böden bedecken, um Oberflächenschäden zu vermeiden
- Korrekte Bedienungskleidung aus Stoffarmen
- Regelmäßige Reinigungspläne entfernen angesammelte Partikel, bevor sie in die Luft gelangen
Die Luftfilterung bildet Ihre erste Abwehr gegen Verunreinigungen. Moderne Sprühkabinen verwenden mehrstufige Filterung mit Ansaugfiltern, die große Partikel entfernen, und Abgasfiltern, die Übersprühfilter auffangen. Die Filterwartung wirkt sich direkt auf die Leistung aus, da verstopfte Filter den Luftstrom verringern und Turbulenzen erzeugen, die gesetzte Partikel wieder in die Schwebe treiben. Druckdifferenzmesser zeigen an, wann ein Austausch notwendig wird, typischerweise lange bevor eine vollständige Verstopfung auftritt.
Profi-Tipp: Ersetzen Sie die Ansaugfilter nach einem Kalenderplan, anstatt auf Druckwarnungen zu warten. Die marginale Filterleistung erlaubt weiterhin das Eindringen von Partikeln, selbst wenn der Luftstrom ausreichend erscheint.
Staubkontrollmethoden gehen über die Filterung hinaus und beinhalten auch die Eliminierung von Quellen. Schutzfolien, die auf Kabinenwände und -böden aufgetragen werden, verhindern, dass das Substrat selbst Partikel abgibt. Traditionelle Kabinenoberflächen verschlechtern sich unter chemischer Beeinflussung und mechanischem Verschleiß, wodurch Schadstoffe freigesetzt werden, die Filter nicht schnell genug auffangen können. Filmbarrieren erzeugen glatte, versiegelte Oberflächen, die Partikel einschließen, anstatt sie freizugeben.
Um ein effektives Staubmanagement umzusetzen, ist das Verständnis des Partikelverhaltens in Sprühkabinen erforderlich. Elektrostatische Kräfte ziehen Partikel an geerdete Oberflächen, was erklärt, warum sich Staub an den Kabinenwänden ansammelt, obwohl der Luftstrom dafür ausgelegt ist, ihn wegzuführen. Antistatische Filme verringern diese Anziehung, sodass Luftströmungen Partikel effektiver entfernen können. Dieses scheinbar unbedeutende Detail macht erhebliche Unterschiede bei den Kontaminationsniveaus.
"Die Kontrolle des Staubs an der Quelle durch Schutzfolien und ordnungsgemäße Wartung der Kabine liefert gleichmäßigere Ergebnisse, als sich ausschließlich auf Luftfiltration zu verlassen, um Partikel nach dem Lufttransport zu entfernen."
Reinigungsprotokolle müssen sowohl sichtbare Kontaminationen als auch mikroskopische Partikel berücksichtigen. Das Nassabwischen entfernt Oberflächenstaub, ohne in der Luft getragene Wolken zu erzeugen, die sich bei der späteren Arbeit absetzen. Tack-Tücher fangen Partikel von Werkstücksoberflächen unmittelbar vor der Beschichtung auf. Das Timing ist ebenso wichtig wie die Technik, wobei die endgültige Reinigung so nah wie möglich an der Farbauftragung erfolgt, um die Wiederkontaminationsfenster zu minimieren.
Optimierung von Sprühtechniken und Aushärtungsprozessen zur Verbesserung der Endqualität
Die Sprühauftragtechnik bestimmt direkt die Gleichmäßigkeit der Beschichtung, die Dickenkonsistenz und das Oberflächenbild. Geräteeinstellungen, Bedienerkompetenz und Umweltbedingungen wirken zusammen, um Ergebnisse zu erzielen, die von Ausstellungsqualitäten bis hin zu fehlerbehafteten Ausfällen reichen, die eine vollständige Überarbeitung erfordern. Das Beherrschen dieser Variablen unterscheidet professionelle Operationen von Amateurarbeit.

Die Auswahl und Einrichtung der Sprühpistole stellt die Ausgangsleistung fest. Schwerkraft-Feed-Waffen passen zu Detailarbeiten und Kleinteilen, während Druckzuführungssysteme die Massenproduktion übernehmen. Die Größe der Flüssigkeitsspitzen muss der Viskosität der Beschichtung entsprechen, wobei größere Öffnungen für hochfeste Materialien erforderlich sind. Der Luftdruck beeinflusst die Zerstäubungsqualität, wobei übermäßiger Druck trockene Sprühwolke erzeugt und unzureichender Druck Läufe erzeugt.
Optimale Sprühtechnikparameter:
- Halten Sie bei den meisten Fahrzeugbeschichtungen einen Abstand von 15 bis 20 cm zwischen Waffenspitze und Oberfläche
- Bewegen Sie sich mit einer konstanten Geschwindigkeit von 12 bis 18 Zoll pro Sekunde, um eine gleichmäßige Nassfilmdicke zu gewährleisten
- Überschneide jeden Pass um 50 %, um Streifen- und Deckungsunterschiede zu vermeiden
- Halte die Waffe senkrecht zur Oberfläche, um Bogenbewegungen zu vermeiden, die zu ungleichmäßiger Anwendung führen
- Triggere am Anfang und Ende jedes Durchgangs, um einen Aufbau an Umkehrpunkten zu verhindern
Geeignete Sprühtechniken helfen, Übersprühen und Flächen zu minimieren, was für hochwertige Oberflächen entscheidend ist. Bedienerschulungen sollten Übungssitzungen auf Schrotttafeln beinhalten, um die Entwicklung von Fähigkeiten zu ermöglichen, ohne Produktionsarbeit zu gefährden. Videoanalysen zeigen für den Betreiber unsichtbare technische Fehler, was die Entwicklung beschleunigt. Erfahrene Maler profitieren weiterhin von regelmäßigen Auffrischungsschulungen, da sich Produkte und Ausrüstung weiterentwickeln.
Profi-Tipp: Markiere deinen idealen Sprühabstand am Pistolengriff mit Klebeband oder Farbe. Diese visuelle Referenz hilft, die Konsistenz während langer Produktionsläufe zu gewährleisten, wenn Müdigkeit das Urteilsvermögen beeinträchtigt.
Die Aushärtungsprozesssteuerung bestimmt, ob aufgetragene Beschichtungen ihre vorgesehenen Leistungsmerkmale erreichen. Temperatur, Zeit und Luftstrom müssen mit den Herstellerspezifikationen übereinstimmen, um eine angemessene Vernetzung, Härte und chemische Beständigkeit zu erreichen. Abkürzungen beim Aushärten erzeugen Oberflächen, die zunächst akzeptabel erscheinen, aber im Betrieb vorzeitig versagen.
| Aushärtungsparameter | Typische Reichweite | Auswirkungen der Abweichung |
|---|---|---|
| Temperatur | 140°F bis 180°F | Niedrig: weicher Film, schlechte Haltbarkeit; Hoch: Blasen, Farbveränderung |
| Zeit bei Temperatur | 20 bis 45 Minuten | Kurzfassung: unvollständige Heilung; Lang: Sprödigkeit, Energieverschwendung |
| Luftzirkulation | 200 bis 400 CFM | Unzureichend: Hotspots; Übermäßig: Oberflächenkühlung |
| Luftfeuchtigkeit während der Aushärtung | Unter 60 % RH | Hoch: Feuchtigkeitseinschloss, Haftungsverlust |
Die Überwachung der tatsächlichen Bauteiltemperatur statt der Ofenlufttemperatur gewährleistet eine genaue Aushärtung. Infrarotthermometer oder Thermoelemente, die an repräsentativen Bauteilen befestigt sind, bestätigen, dass die Beschichtung die angegebene Aushärtungstemperatur erreicht. Große oder komplexe Bauteile benötigen möglicherweise längere Zeiten, um eine gleichmäßige Erwärmung über ihre gesamte Masse zu erreichen. Wenn man diesen Prozess überstürzt, um den Durchsatz zu verbessern, entstehen Qualitätsprobleme, die weit mehr kosten als die eingespartene Zeit.
Die Anwendung von industrieller Staubprävention während des Aushärtens verhindert eine Kontamination der klebrigen Oberfläche vor der vollständigen Aushärtung. Geschlossene Öfen mit gefilterter Luftzufuhr schützen empfindliche Oberflächen vor absetzenden Partikeln. Eine ordnungsgemäße Ofenwartung beinhaltet regelmäßige Reinigung, um angesammelte Übersprührückstände zu entfernen, die abblättern und nachfolgende Arbeiten kontaminieren können.
Vergleich von Farbqualitätsfaktoren und deren Einfluss auf die Betriebseffizienz
Verschiedene Qualitätsfaktoren tragen unterschiedliche Auswirkungen auf die Endqualität und die Betriebseffizienz bei. Das Verständnis dieser relativen Beiträge ermöglicht es Ihnen, Verbesserungsmaßnahmen für maximale Rendite zu priorisieren. Nicht alle Faktoren verdienen die gleiche Aufmerksamkeit oder Ressourcen.
| Qualitätsfaktor | Auswirkungen der Fehlerreduzierung | Implementierungskosten | Wartungsbedarf | ROI-Zeitleiste |
|---|---|---|---|---|
| Staubkontrollsysteme | 85 % bis 95 % | Medium | Niedrig | 3 bis 6 Monate |
| Optimierung der Sprühtechnik | 60 % bis 75 % | Niedrig | Medium | 1 bis 3 Monate |
| Temperatur-/Luftfeuchtigkeitsregelung | 50 % bis 65 % | Hoch | Medium | 6 bis 12 Monate |
| Oberflächenvorbereitungsprotokolle | 70 % bis 80 % | Niedrig | Niedrig | Sofortiges |
| Aushärtungsprozesssteuerung | 55 % bis 70 % | Medium | Niedrig | 3 bis 6 Monate |
Die Implementierung umfassender Staubbekämpfung und betrieblicher Best Practices reduziert Mängel erheblich und steigert die Produktivität. Die Daten zeigen deutlich, dass die Staubkontrolle die höchste Fehlerreduzierung zu moderaten Kosten liefert, was sie zur logischen ersten Priorität für die meisten Operationen macht. Die Oberflächenvorbereitung folgt eng und bietet erhebliche Qualitätsverbesserungen mit minimalem Aufwand über Training und Disziplin hinaus.
Operative Effizienzgewinne durch Qualitätsfaktoroptimierung umfassen:
- Reduzierte Nachbearbeitungsraten, die die Arbeitskosten in typischen Abläufen um 40 % bis 60 % senken
- Geringerer Materialabfall durch weniger abgelehnte Teile und Beschichtungsfehler
- Schnellerer Durchsatz durch die Beseitigung von Korrekturzyklen und Qualitätshalten
- Verbesserte Kundenzufriedenheit reduziert Garantieansprüche und Reputationsschäden
- Verbesserte Mitarbeitermoral durch konsequente Qualitätsarbeit
Die Beziehung zwischen Qualitätsfaktoren erzeugt multiplikative statt additive Effekte. Ausgezeichnete Staubkontrolle in Kombination mit schlechter Sprühtechnik führt weiterhin zu Mängeln, während mittelmäßige Leistung in allen Bereichen durchgehend schlechte Ergebnisse liefert. Ausgewogene Verbesserung über mehrere Faktoren hinweg erzeugt synergetische Vorteile, die die Summe individueller Beiträge übersteigen.
Um Verbesserungen zu priorisieren, muss man Ihren aktuellen Zustand ehrlich einschätzen. Betriebe, die bereits eine gute Staubkontrolle erreichen, profitieren mehr von der Optimierung der Sprühtechnik oder Aushärtungsprozesse. Anlagen, die mit grundlegenden Kontaminationsproblemen zu kämpfen haben, müssen dieses Fundament angehen, bevor sie fortschrittliche Parameter feinjustieren. Diagnosedaten von Fehlerverfolgungssystemen zeigen, welche Faktoren in Ihrem speziellen Betrieb die meisten Qualitätsausfälle verursachen.
Die Verfolgung der Kontaminationseffekte in Sprühkabinen durch systematische Fehlererfassung schafft die Evidenzgrundlage für Verbesserungsentscheidungen. Die Kategorisierung jedes Defekts nach wahrscheinlichem Grund identifiziert Muster, die auf die Wurzeln hindeuten. Monatliche Analysen zeigen, ob umgesetzte Korrekturen tatsächlich die Ergebnisse verbessern oder ob Probleme einfach auf andere Erscheinungsformen verlagert werden.
Entdecken Sie staubfreie Filmlösungen für einen hervorragenden Schutz in der Sprühkabine
Um die staubfreien Umgebungen zu erreichen, die für makellose Lackierungen unerlässlich sind, sind mehr als nur Luftfilterung erforderlich. Der Schutz der Kabinenoberflächen vor Verunreinigung und Verschlechterung eliminiert die Partikelquellen am Ursprung und schafft sauberere Bedingungen, die Filtersysteme effektiver aufrechterhalten können. Spraykabinenschutzfolie bietet eine bewährte Lösung für Betriebe, die Qualität ernst nehmen.

Die mehrschichtigen elektrostatischen Wand- und Bodenschutzwände von Dust Free Film schaffen dichte Barrieren, die das Abwerfen des Substrats verhindern und gleichzeitig die Wartung vereinfachen. Das patentierte Anwendungssystem ermöglicht eine schnelle, blasenfreie Installation, die Ausfallzeiten minimiert. Hitzebeständige und statisch freie Bauweise eignet sich für anspruchsvolle industrielle Umgebungen, in denen Langlebigkeit wichtig ist. Regelmäßiger Filmwechsel sorgt für makellose Kabinenbedingungen ohne die arbeitsintensive Reinigung, die herkömmliche Oberflächen erfordern. Anlagen, die umfassende Schutzfoliensysteme implementieren, berichten von erheblichen Reduktionen bei Lackfehlern und Überarbeitungsraten, was sich direkt zu einer verbesserten Rentabilität und Kundenzufriedenheit überträgt. Entdecken Sie, wie staubfreie Umweltverbesserungen die Qualität und Effizienz Ihres Betriebs verbessern können.
Häufig gestellte Fragen
Was sind die Hauptfaktoren, die die Qualität der Lackierung beeinflussen?
Oberflächenvorbereitung, Umweltkontrolle, Sprühauftragsmethode und Aushärtungsprozess sind die Hauptfaktoren für die Qualität der Farboberfläche. Jeder Faktor trägt unabhängig davon bei und interagiert gleichzeitig mit anderen, um Endergebnisse zu erzielen. Das Management von Staub und Kontamination in Sprühkabinen ist entscheidend für die Fehlerprävention und ist oft für die Mehrheit der Qualitätsprobleme im professionellen Betrieb verantwortlich. Temperatur- und Feuchtigkeitskontrolle sorgt dafür, dass Beschichtungen fließen, aushärten und Eigenschaften wie vorgesehen entwickeln.
Wie wirkt sich Staubkontamination speziell auf Lackoberflächen aus?
Staubpartikel, die sich auf nasser Farbe absetzen, verursachen sichtbare Texturfehler wie raue Oberflächen, Fischaugen und ungleichmäßigen Glanz, die teure Korrekturen erfordern. Selbst mikroskopische Verunreinigungen werden unter geeigneten Lichtverhältnissen offensichtlich und versagen damit gegen Qualitätsstandards für Automobil- und Industrieanwendungen. Methoden zur Staubkontrolle in Lackierkabinen bekämpfen Verunreinigungen durch Filtration, Oberflächenschutz und Reinigungsprotokolle. Unkontrollierte Staubkontamination führt in manchen Betrieben zu Überarbeitungsraten von über 30 %, was durch verschwendung von Materialien und Arbeitskräften Gewinnmargen aufwirft.
Welche praktischen Schritte können die Lackqualität sofort verbessern?
Regelmäßige Reinigung der Kabine in Kombination mit systematischen Staubkontrollstrategien führt zu sofortigen Qualitätsverbesserungen in den meisten Abläufen. Die Kalibrierung der Sprühausrüstung nach Herstellerspezifikationen und die Überprüfung der korrekten Technik beseitigen anwendungsbedingte Mängel. Die Implementierung dokumentierter Verfahren zur Oberflächenvorbereitung gewährleistet Konsistenz zwischen Betreibern und Schichten. Reinigen Sie die Kabinen für eine bessere Lackierung – beginnen Sie damit, Oberflächen vor Kontaminationsquellen zu schützen und einen positiven Luftdruck aufrechtzuerhalten, um Eindringlinge zu verhindern.
Warum ist die Kontrolle des Aushärtungsprozesses für langlebige Lackierungen unerlässlich?
Eine richtige Aushärtung entwickelt die chemische Vernetzung, die den Beschichtungen ihre geplante Härte, chemische Beständigkeit und Haltbarkeit verleiht. Unzureichende Aushärtung macht weiche Stellen während des Betriebs anfällig für Schäden und Haftversagen. Übermäßiges Aushärten kann Sprödigkeit, Farbverschiebung oder Beschichtungsverschleiß verursachen, was Aussehen und Schutz beeinträchtigt. Die Überwachung der tatsächlichen Bauteiltemperatur statt der Ofenlufttemperatur stellt sicher, dass die Beschichtungen die Aushärtungsspezifikationen während ihrer gesamten Dicke erreichen. Das Verständnis der Auswirkungen von Sprühkabinenkontaminationen während gefährdeter Aushärtungsphasen verhindert Fehler, die erst nach der Installation auftreten.